欢迎来到那是佳自动化官网!咨询热线:15221589772
- 首页
- 产品中心
-
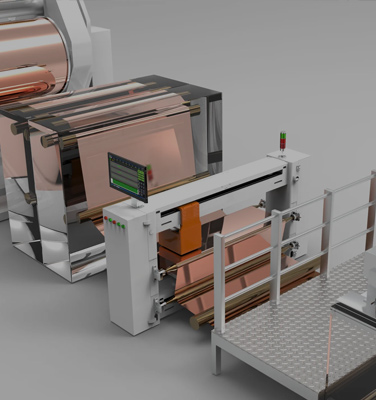
锂电隔膜表面缺陷检测系统
 本系统采用全幅宽100%在线机器视觉技术,在保证高精度工作的同时,支持24小时全工位实时监...
本系统采用全幅宽100%在线机器视觉技术,在保证高精度工作的同时,支持24小时全工位实时监... -
薄膜视觉检测系统
 薄膜视觉检测系统依托高清成像与 AI 融合算法,实现高速产线全幅面微小缺陷实时识别、自...
薄膜视觉检测系统依托高清成像与 AI 融合算法,实现高速产线全幅面微小缺陷实时识别、自... -
金属表面缺陷检测系统
 本系统专为冶金及金属加工行业打造,实现全幅宽、高精度的24小时在线无盲区检测。通过精...
本系统专为冶金及金属加工行业打造,实现全幅宽、高精度的24小时在线无盲区检测。通过精... -
彩涂板视觉检测系统
 本系统依托多光路光学成像、线阵工业相机、深度学习 + 传统算法融合技术,可实时识别、...
本系统依托多光路光学成像、线阵工业相机、深度学习 + 传统算法融合技术,可实时识别、... -
糖纸包装检测系统
 本系统专为包装行业定制开发,通过高分辨率视觉成像与激光位移技术的深度融合,实现对包...
本系统专为包装行业定制开发,通过高分辨率视觉成像与激光位移技术的深度融合,实现对包... -
塑料板视觉检测与智能分拣包装系统
 在塑料板材的生产与后续包装环节,表面往往容易附着毛发、异物或产生黑点等瑕疵。传统的...
在塑料板材的生产与后续包装环节,表面往往容易附着毛发、异物或产生黑点等瑕疵。传统的... -
造纸表面瑕疵检测
 特种纤维复合材料(如PET材料)广泛应用于新能源、高端制造、航空航天等领域,其产品质量直...
特种纤维复合材料(如PET材料)广泛应用于新能源、高端制造、航空航天等领域,其产品质量直... -
铝型材在线视觉检测系统
 铝型材作为工业制造中的关键材料,其表面质量和尺寸精度直接影响下游产品的性能与安全性...
铝型材作为工业制造中的关键材料,其表面质量和尺寸精度直接影响下游产品的性能与安全性... -
非标零部件检测与分筛系统
 推出非标零部件检测与分筛系统,采用一体化智能相机或分体式高精度工业相机,结合传统算法...
推出非标零部件检测与分筛系统,采用一体化智能相机或分体式高精度工业相机,结合传统算法... -
机械臂视觉引导与定位系统
 本公司推出机械臂视觉引导与定位系统。系统采用高精度2D/3D视觉与先进的“手眼”标定...
本公司推出机械臂视觉引导与定位系统。系统采用高精度2D/3D视觉与先进的“手眼”标定...
-
锂电隔膜表面缺陷检测系统